轧辊(备辊)制造
范围:Φ200-Φ1300所有轧辊
工艺:镀铬/碳化钨
产能:600支/年
分享
描述
业务简述:
- 辊身直径范围:Φ200—Φ1300
- 辊身长度范围:200—8000
- 轧辊类型:冷轧辊、热轧辊
- 轧辊材质:9Cr3Mo
- 交付周期:60天—80天
- 表面处理类型:电镀硬铬、喷涂碳化钨
交付参数:
- 轧辊圆跳动:≤1μm
- 直线度: ≤1μm
- 镀铬层厚度:≥0.15mm
- 碳化钨层厚度:≥0.18mm
- 表面粗糙度:≤Ra0.02
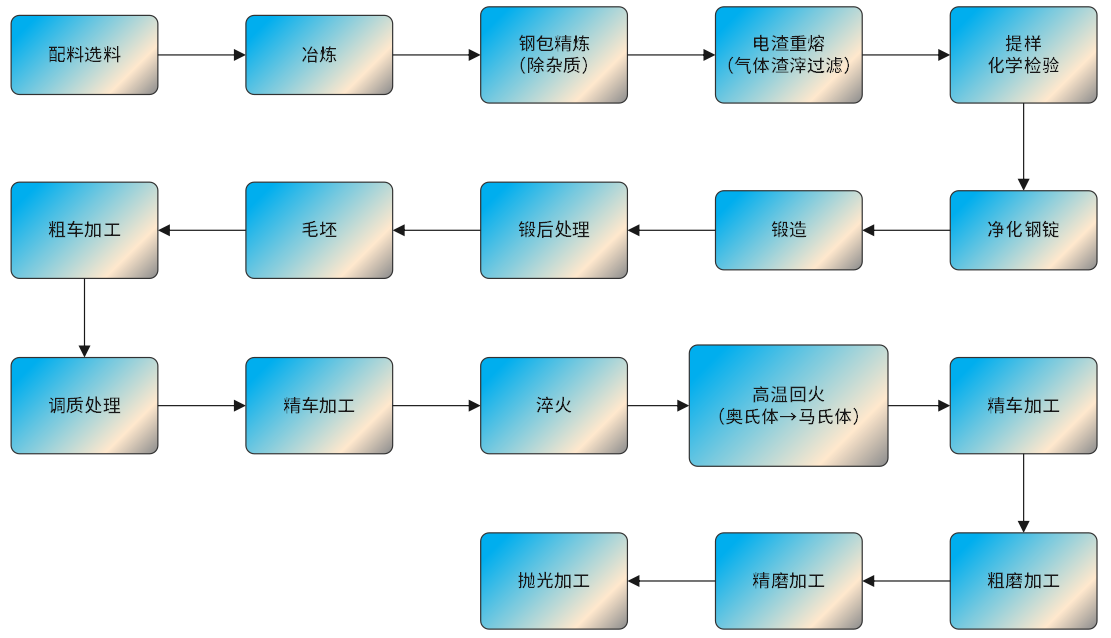
轧辊制作工艺流程图:
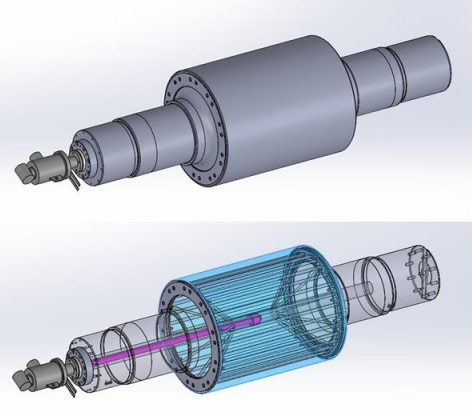
产品介绍:
|
 |
 |
|